
bom管理系统,制造业物料管理的数字化利器
时间:2024-11-05 来源:网络 人气:
BOM管理系统:制造业物料管理的数字化利器

随着制造业的快速发展,物料清单(Bill of Material,简称BOM)管理在企业管理中扮演着越来越重要的角色。BOM管理系统作为数字化转型的关键工具,能够有效提升物料管理的效率和质量。本文将深入探讨BOM管理系统的功能、优势及其在制造业中的应用。
一、BOM管理系统的定义与功能

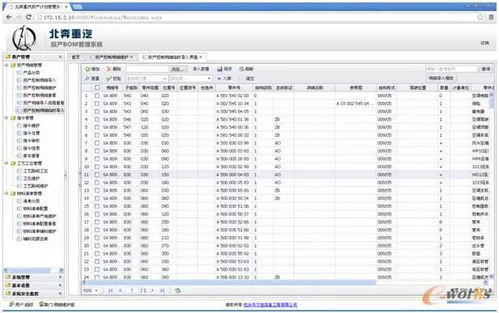
BOM管理系统是一种用于管理产品物料清单的软件系统。它能够帮助企业实现物料的全面管理,包括物料编码、物料属性、物料结构、物料库存、物料成本等。BOM管理系统的核心功能如下:
物料编码管理:统一物料编码标准,实现物料信息的标准化和规范化。
物料属性管理:对物料进行分类、属性定义和属性值管理,方便查询和统计。
物料结构管理:建立物料之间的层次关系,实现物料结构的可视化。
物料库存管理:实时监控物料库存情况,确保物料供应的稳定性。
物料成本管理:计算物料成本,为采购和销售提供决策依据。
二、BOM管理系统的优势
BOM管理系统在制造业中具有以下优势:
提高物料管理效率:通过数字化手段,实现物料信息的快速查询、统计和分析,提高物料管理效率。
降低物料成本:通过优化物料结构、减少库存积压,降低物料成本。
提升产品质量:确保物料质量,减少因物料问题导致的产品质量问题。
加强供应链协同:实现与供应商、客户之间的信息共享,提高供应链协同效率。
支持企业数字化转型:为企业的数字化转型提供有力支持,提升企业竞争力。
三、BOM管理系统在制造业中的应用

BOM管理系统在制造业中的应用主要体现在以下几个方面:
产品研发:在产品研发阶段,BOM管理系统可以帮助企业快速建立产品结构,实现产品配置和变更管理。
生产计划:根据BOM信息,制定生产计划,确保生产过程的顺利进行。
采购管理:根据BOM信息,制定采购计划,实现物料的及时供应。
库存管理:实时监控物料库存情况,确保物料供应的稳定性。
质量管理:通过BOM信息,对物料质量进行监控,确保产品质量。
BOM管理系统作为制造业数字化转型的关键工具,具有提高物料管理效率、降低物料成本、提升产品质量等优势。在制造业中,BOM管理系统得到了广泛应用,为企业带来了显著的经济效益。随着技术的不断发展,BOM管理系统将更加智能化、高效化,为制造业的持续发展提供有力支持。
相关推荐



教程资讯
教程资讯排行









