
plc的物料分拣机械手自动化控制系统设计
时间:2024-10-02 来源:网络 人气:
引言

随着工业自动化技术的不断发展,物料分拣机械手在物流、制造等行业中扮演着越来越重要的角色。PLC(可编程逻辑控制器)作为自动化控制的核心,其应用范围日益广泛。本文将针对基于PLC的物料分拣机械手自动化控制系统进行设计,旨在提高物料分拣效率,降低人工成本,实现生产过程的自动化和智能化。
系统需求分析

在物料分拣机械手自动化控制系统中,主要需求包括以下几点:
高精度分拣:确保物料分拣的准确性和稳定性。
高效率运行:提高物料分拣速度,满足生产需求。
可靠性保障:确保系统在恶劣环境下稳定运行。
易于维护:降低维护成本,提高系统使用寿命。
系统总体设计

基于PLC的物料分拣机械手自动化控制系统主要由以下几部分组成:
PLC控制器:负责整个系统的控制逻辑,实现物料分拣的自动化。
传感器:用于检测物料的位置、状态等信息,为PLC控制器提供实时数据。
执行机构:包括机械手、输送带等,负责物料的搬运和分拣。
人机界面:用于显示系统状态、参数设置和故障报警等信息。
PLC控制器设计

PLC控制器是整个系统的核心,其设计主要包括以下几个方面:
硬件选型:根据系统需求,选择合适的PLC型号和扩展模块。
编程语言:采用梯形图、指令表或结构化文本等编程语言,实现控制逻辑。
控制算法:设计合适的控制算法,确保物料分拣的准确性和稳定性。
故障诊断:实现故障检测和报警功能,提高系统可靠性。
传感器设计

传感器是获取物料信息的关键,主要包括以下几种:
位置传感器:用于检测物料的位置,为机械手提供定位信息。
状态传感器:用于检测物料的状态,如是否损坏、是否合格等。
颜色传感器:用于检测物料的颜色,实现颜色分拣。
执行机构设计
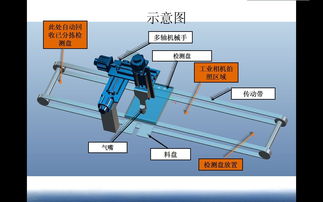
执行机构是物料分拣的直接执行者,主要包括以下几种:
机械手:负责物料的搬运和放置。
输送带:负责物料的输送。
分拣装置:根据物料信息,将物料分拣到指定位置。
人机界面设计
人机界面是操作人员与系统交互的界面,主要包括以下功能:
系统状态显示:实时显示系统运行状态、参数等信息。
参数设置:允许操作人员设置系统参数,如分拣速度、灵敏度等。
故障报警:当系统出现故障时,及时报警并提示操作人员。
系统测试与优化

在系统设计完成后,需要进行全面的测试和优化,确保系统满足设计要求。主要测试内容包括:
功能测试:验证系统各项功能是否正常。
性能测试:测试系统在高速运行下的稳定性和可靠性。
环境适应性测试:验证系统在恶劣环境下的运行能力。
结论
基于PLC的物料分拣机械手自动化控制系统设计,能够有效提高物料分拣效率,降低人工成本,实现生产过程的自动化和智能化。通过合理的设计和优化,该系统具有较高的可靠性和稳定性,为我国工业自动化领域的发展提供了有力支持。
相关推荐


教程资讯
教程资讯排行

系统教程
- 1 安卓13系统彩蛋玩法,时钟玩法大揭秘
- 2 app安卓系统提示病毒,全面解析病毒成因与防护策略
- 3 安卓机系统用升级,轻松实现系统焕新与性能提升
- 4 保时捷carplay转安卓系统,保时捷CarPlay系统与安卓系统兼容性解析
- 5 安卓如何看系统版本,安卓系统版本号查看全攻略
- 6 wi-fi安卓系统,Wi-Fi在安卓系统中的应用与优化解析
- 7 安卓系统怎么导入ios,轻松实现跨平台数据转移攻略
- 8 如何区分安卓系统和ios系统,安卓与iOS系统差异解析
- 9 安卓系统电脑版塔罗牌,探索神秘命运的数字占卜之旅
- 10 安卓系统回忆怎么设置,nn```n1. Open Settings appn2. Navigate








